
لوله کشی سیستم های تبرید لینوکس – قسمت دوم
لوله کشی مبرد شامل رابطه ای پیچیده بین جریان مبرد و روغن است. جریان مبرد شامل فعل و انفعال بین بسیاری از فاکتورها است شامل: سرعت، فشار، اصطکاک، دانسیته، ویسکوزیته و کار مورد نیاز برای اعمال نیرو بر جریان. هر جریانی در طول لوله باعث افت فشار یا افت های اصطکاک می شود. هرچقدر سایز لوله پائین تر باشد، افت فشار بالاتر است. جدول 5 به صورت کلی تاثیر افت فشار را در لوله کشی مبرد نشان می دهد.

جدول 5
افت فشار به اجزای مختلفی از لوله کشی مبرد بستگی دارد.
- افت فشار در خط ساکشن باعث کاهش ظرفیت و افزایش انرژی مصرفی می شود. برای چیلرهای تراکمی، یک پوند افت فشار در خط ساکشن باعث کاهش ظرفیت تقریبی یک درصد می شود. افت فشار در خط ساکشن 3psi برای R-22(5psi برای R-410A ) در حالت کلی مورد قبول است.
- افت فشار در خط مایع تا زمانی که مایع مبرد بدون گاز فلش به اکسپشن ولو برسد دارای اهمیت زیادی نیست و فشار مبرد نیز برای ایجاد جریان دارای اهمیت است. دمای مابین خط مایع، افت های فشار R-22 برابر 0.5 پوند به ازای هر فوت لوله عمودی است. افت فشارهای R-410A برابر 0.43 پوند بر فوت لوله عمودی است.
یکی از مشکلات افت فشار ناشی از زانوها است. در شکل زیر پیشنهاد برای لوله کشی نشان داده شده است.
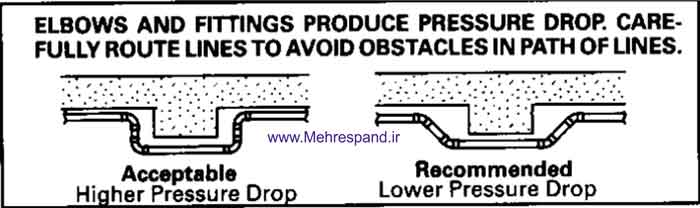
شکل 3. لوله کشی خط مایع چیلر تراکمی و سردخانه ها (نصب زانو)
جزئیات سایز زنی خطوط
اولین گام در طراحی لوله کشی مبرد ، محل نصب کندانسور، اواپراتور و طول هر قسمت از لوله کشی ها، طول رایزر خط ساکشن و خط مایع و … است. کار را با ترسیم لوله کشی و تعداد زانوها، سه راه ها و شیرها و دیگر رگلاتورها و اتصالات شروع کنید. این اطلاعات برای محاسبه طول معادل برای محاسبه افت فشارهای معادل به کار می رود.
روش مشابه برای چیلرهای تراکمی و هیت پمپ ها استفاده می شود. یک سایز زنی مناسب برای خط ساکشن و برگشت روغن با استفاده از سرعت مناسب و کم کردن افت فشار و در نتیجه کاهش ظرفیت باید به کار رود.
هدف خط مایع تهیه 100% مایع از کندانسور و رساندن مایع مبرد به شیر انبساط بدون تولید گاز فلش است. مقدار افت فشار خط مایع که باعث حساسیت می شود وابسته به مقدار درجه سابکول بودن مبرد خروجی کندانسور و دمای اشباع کندانس است. اگر دمای کندانس و سابکول را داشته باشیم، حداکثر مقدار افت فشار مجاز را میتوان بدست آورد.
یک دلیل اصلی خرابی کمپرسور، ضربات مایع مبرد است. میزان این اتفاق با افزایش طول لوله کشی به بیش از 50ft دچار افزایش می شود. جدول 6 افزایش سایز لوله خط مایع است که باعث افزایش 40 تا 50 درصدی مایع برای پرکردن خط مایع می شود.
جدول 6. شارژ گاز (Ibs) در 100ft برای لوله های مسی تیپ L خط مایع، نباید در زمین دفن شود و تنها در صورتی که عایق حرارتی مناسب گردد، این روش امکانپذیر است.

در تمام خطوط بالای 50ft ، تنها از لوله مسی سخت استفاده کنید. لوله های مسی نرم در خطوط طولانی تمایل به خم شدن دارند. زانوها، سه راه ها و اتصالات باید دارای شعاع بلند باشند. برای جلوگیری از نشتی از سیم های جوش با حداقل 3 تا 5 درصد نقره استفاده کنید. برای جلوگیری از اکسید شدن داخل لوله مسی ضروری است که در هنگام جوشکاری، جریانی از ازت خشک در لوله جریان وجود داشته باشد.
هدف اولیه خط مایع، رساندن مایع مبرد (بدون گاز و حباب) به شیر انبساط است. سرعت مبرد در خط مایع تا زمانی که مایع مبرد و روغن مخلوط گردد، در نظر گرفته نمی شود. افت فشار یکی از نکاتی است که در خط مایع باید در نظر گرفته شود. در صورتی که فشار مبرد مایع به پائین تر از دمای اشباع افت کند، مقداری از مایع مبرد به حالت گاز فلش درآمده و باقی مبرد مایع را خنک می کند. این پدیده در اثر اصطحکاک یا حرکت عمودی تیر بروز می کند.
از تشکیل گاز فلش در خط مایع باید جلوگیری کرد. تنها راه اطمینان از تشکیل مایع مبرد قبل از شیر انبساط، محاسبه میزان سابکول بودن مبرد است. ساید گلس ممکن است مملو از مایع باشد اما حباب ممکن است بعد از ساید گلس تشکیل شود. گاز فلش در شیر انبساط می تواند باعث آسیب به شیر، تولید صدا و کاهش برودت اواپراتور گردد.
سایز زنی خطوط مایع
دو فاکتور باید برای سایز زنی خط مایع در نظر گرفته شوند. افت فشار در خطوط و افت فشار در شیر انبساط و پخش کن ها. حداکثر افت فشار در خطوط باید محاسبه گردد تا از میزان سابکول مناسب در شیر انبساط اطمینان داشته باشیم.
مثال 3:
حداکثر افت فشار مجاز
یک سیستم با راندمان متوسط R-22 با دمای سابکول 10 درجه فارنهایت و 125f (280psi) دمای کندانس را درنظر بگیرید. حداکثر افت فشار مجاز در خط مایع را پیدا کنید. مطابق با جدول فشار دما، دمای کندانس 125f منهای 10f سابکول برابر 115f است. (-245psi این فشاری است که مبرد مایع شروع به تشکیل گاز فلش می کند) فشار کندانس 280 psi منهای 245psi فشار سابکول برابر 35psi است.
حداکثر افت فشار مجاز 35psi است.
برای محاسبه افت فشار که باید مقادیر زیادی را محاسبه کرد و با یکدیگر جمع زد:
- افت فشار به دلیل اصطکاک، اتصالات و تجهیزات نصب شده مانند درایر، شیر برقی و دیگر تجهیزات را بدست آورید. افت فشار به دلیل اصطکاک معمولا کمتر از افت فشار به دلیل حرکت عمودی است. افت فشار تجهیزات نیز در کاتالوگ های سازنده ها وجود دارد.
- افت فشار به دلیل حرکت عمودی (5/0 پوند به ازای هر فوت برای R-22 و 43/0 پوند به ازای هر فوت برای R-410A است) معمولا زیاد است.
فشار ورودی به شیر انبساط باید مناسب باشد تا جریان مورد نیاز در شیر انبساط را تمین کند. افت فشار 100psi برای R-22 (175psi برای R-410A ) در شیر انبساط و پخش کن برای تولید جریان کامل مبرد ضروری است. بنابراین ضروری است که مبرد مایع عاری از حباب های گاز (گاز فلش) به شیر انبساط با فشار حداقلی 175psi برای R-22 و 340psi برای R-410A برسد (تعداد فوق عام نیستند و در کاربردهای مختلف ممکن است دارای تفاوت باشند).
مثال 4:
حداکثر افت فشار مجاز
در یک سیستم با راندمان بالای R-410A با دمای سابکول 6 درجه فارنهایت و 115f درجه (390psi ) دمای کندانس کار می کند. حداکثر افت فشار مجاز در خط مایع را حساب کنید. با مراجعه به جدول فشار_دما 115 درجه کندانس منهای 6 درجه سابکول برابر 109f دمای مایع سابکول است (-360psi برابر فشاری است که مایع شروع به تشکیل گاز فلش میکند)، 390psi فشار کندانس منهای 360psi فشار سابکول برابر 30psi است. حداکثر افت فشار مجاز 30psi است.

شکل4. افت فشار در خط مایع سیکل تراکمی R-22

شکل 5. افت فشار در خط مایع سیکل تراکمی R-410A
مثال 5:
داده :R-22، 10 تن (تک مرحله ای) با اواپراتور 10 تن در طبقه 3 با 96ft طول کل لوله کشی و کندانسور در همکف قرار دارد. یونیت با سابکول 10F در دمای کندانس 125f (مایع R-22 و 280psi) کار می کند.
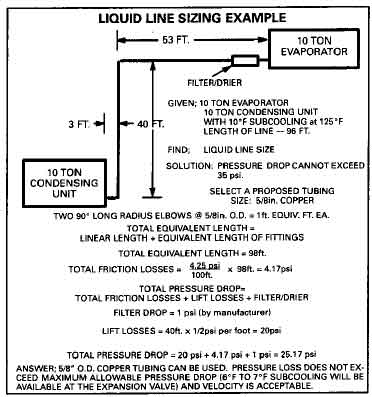
شکل 6. محاسبه سایز خط مایع
سایز خط را با استفاده از شکل 4 محاسبه کنید.
شکل 4، نشان دهنده رابطه بین سایز خط مایع و افت فشار به ازای هر 100 فوت طول لوله است. زمانی که از شیر برقی خط مایع استفاده می کنید، جهت جلوگیری از ضربه باید سرعت از 300fpm تجاوز نکند.
سایز لوله پیشنهادی
یک لوله 4/3 اینچ با 1.6psi افت فشار به ازای هر 100 فوت طول لوله انتخاب شده است. طول معادل با اضافه کردن (96ft) به علاوه طول معادل اتصالات معادل (دو زانوی 90 درجه) به دست می آید. مجموع طول معادل برابر 98.5 فوت است. مجموع افت اصطکاک 1.6/100 ضربدر 98.5ft است که برابر 1.57psi است. زمانی که افت فشار به علت حرکت رو به بالا (20psi) و فیلتر درایر (1psi) باشد. افت فشار کل برای 4/3 اینچ لوله برابر 22.57psi است.
هنوز لوله 4/3 اینچ کمتر از میزان مورد انتظار ما برای انتخاب است. چرا؟
اختلاف در افت فشار بین لوله 8/5 اینچ و لوله 8/3 اینچ تنها 2.35psi است. اما سایز بزرگتر 5.5Lbs مبرد بیشتری را به سیستم می فرستد (جدول 6 را ببینید). این کار باعث افزایش پدیده ضربه زدن می شود و سایز کوچکتر کم هزینه تر است. سایز پائین تر باید انتخاب شود.

سایز زنی خط ساکشن
هدف خط ساکشن برگشت مبرد بخار و روغن از اواپراتور به کمپرسور است. سایز رایزرهای عمودی بسیار اهمیت دارد. حرکت روغن به سرعت گاز در لوله بستگی دارد.
هرچه سایز لوله بزرگتر باشد، سرعت مورد نیاز لوله برای باقی ماندن سرعت در محدوده مورد نیاز بیشتر است.
طراحی باید افت فشار را کم کند واین کار برای رسیدن به حداکثر راندمان و برگشت روغن به کمپرسور است.
به دلیل این که روغن در اواپراتور از گاز جدا می شود، سرعت ساکشن باید برای برگشت روغن مناسب باشد. خطوط ساکشن افقی با حداقل سرعت 800fpm (فوت بر دقیقه) برای برگشت روغن مورد نیاز است. رایزرهای ساکشن نیاز به حداقل سرعت 1500fpm و ترجیحا 1500fpm دارند.
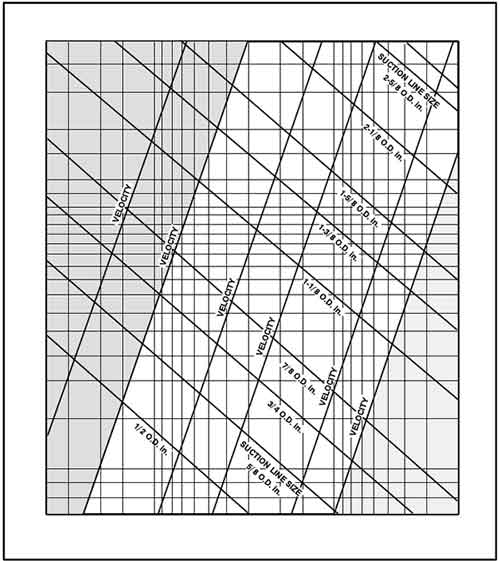
شکل 8 رابطه بین سایز زنی خط ساکشن، افت فشار در هر 100ft، سرعت و تناژ تبرید را نشان می دهد. این نمودار برای محاسبه افت فشار خط ساکشن و محاسبه افت ظرفیت خط ساکشن به کار می رود. این نمودار را میتوان برای محاسبه سرعت خط ساکشن برای بازگشت روغن به کمپرسور نیز استفاده کرد.

شکل8. افت فشار و سرعت گاز R-22 در خط ساکشن
شکل 9. سرعت و افت فشار گاز R-410A در خط ساکشن
حرکت رو به بالا به طرز چشمگیری بر افت فشار تاثیر نمی گذارد. هرچند، سیستم ها تقریبا 1% ظرفیت خود را برای هر پوند افت فشار ناشی از اصطکاک در خط ساکشن از دست می دهند. این فاکتور 1%، باید ابتدا با استفاده از شکل 8 افت فشار در طول معادل خطوط را محاسبه شود.
نکاتی که باید در نظر گرفت:
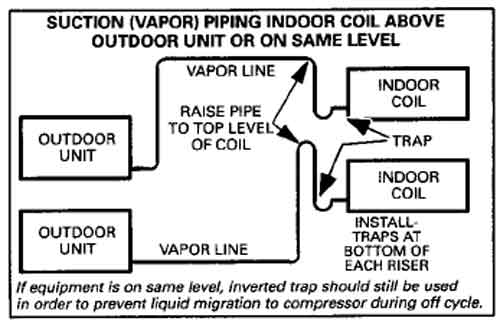
زمانی که یک اواپراتور بالاتر یا در سطح مشابه به کندانسور قرار داشته باشد، خط ساکشن باید تا بالای اواپراتور بالا رود (شکل 11). این کار به عدم برگشت مایع به کمپرسور در حین خاموشی کمپرسور کمک می کند. تله روغن باید در پائین خطوط عمودی نصب شود.
در چیلرهای تراکمی (تهویه مطبوع)، خطوط ساکشن افقی باید در یک سطح یا با مقدار کمی شیب به کندانسور باشد.

برای کمک به برگشت روغن، یک تله باید در پائین هر خط رایزر ساکشن نصب شود (به خاطر داشته باشید که خط بخار مبرد هیت پمپ می تواند به عنوان رایزر ساکشن در زمان معکوس کردن جریان عمل کند).
زمانی که سایزهای خطوط ساکشن/ بخار را انتخاب می کنید باید به نکات زیر توجه کنید:
- سرعت باید به جهت برگشت مناسب روغن به کمپرسور ثابت بماند.
- افت ظرفیت را باید در نظر بگیرید.
تجهیزاتی مانند فیلتر ساکشن، موفلرها و … می توانند باعث افت فشار و ظرفیت گردند.
دستورالعمل سایز زنی
قبل از انتخاب سایز لوله، یک طرح از لوله کشی، اتصالات، درایرها و شیرها بکشید. طول هر خط را به همراه اتصالات محاسبه کنید. طول معادل اتصالات (جدول 4) را به طول لوله اضافه کنید تا طول معادل بدست آمده و بتوان افت های اصطکاک را بدست آورد.
مثال 6: دستور العمل سایز زنی خط ساکشن
اطلاعات داده شده: یک کندانسینگ یونیت 5ton که با گاز R-22 کار می کند (60/000btuh) در سطح مشابه کندانسور با 65ft لوله کشی و 8 زانو (شکل 11) نصب شده است.
پیدا کنید: از شکل 8 سایز لوله را محاسبه کنید.
شکل 8 نشان دهنده رابطه بین سایز زنی خط ساکشن، افت فشار در هر 100 فوت، سرعت و تناژ است.
راه حل: ازسمت چپ شکل 8 (ظرفیت به تن) را پیدا کنید و یک خط سمت راست بکشید تا به سرعت کمتر از 3000fpm به کوچکترین سایز برسید.
سرعت خط ساکشن نباید از 3000fpm جهت جلوگیری از صدا تجاوز کند. این قانون ممکن است کمی زیادی باشد زیرا از طرف دیگر برای برگشت روغن نیاز به سرعت است.
سایز 8/1_1 اینچ با 2.8psi بر هر فوت افت فشار و 1950fpm سرعت انتخاب می شود. حال افت فشار ناشی از افت اصطکاک را حساب می کنیم.
65ft لوله به علاوه 8 زانو (8/1 فوت به ازای هر زانو از جدول 4) برابر 4/79 فوت طول لوله معادل است.
زمانی که 2.8/100 را در 79.4 ضرب کنیم، میزان افت اصطکاک 2.22psi بدست می آید.
لوله 1-1/8 اینچ لوله در شکل 8 نیازهای ما را برآورده می کند. افت ظرفیت در لوله 1-1/8 را برای بدست آوردن ظرفیت خالص، محاسبه کنید.
ظرفیت های چیلرهای تراکمی و هیت پمپ ها براساس 25 فوت طول معادل خط مبرد مطابق با شرایط ARI است. در شکل 10 نشان داده شده است که افت فشار در 25 فوت از خط باید مجموع طول معادل کسر گردد.
افت فشار در 25 فوت لوله 1-1/8 اینچ برابر است با:
(2.8/100)*25=0.7psi
افت فشار اضافی برای خط برابر است با:
2.22-0.7=1.52psi
افت ظرفیت (شکل 10) برابر است با :
%1*1.52*60000=9/2Btu یا تقریبا %1.5
مثال 7:
سایز لوله پیشنهادی
یک لوله 8/7 اینچ با افت فشار 12psi به ازای هر فوت انتخاب شده است. 65ft لوله به علاوه 8 زانو (1.5ft معادل هر زانو) = 77 فوت طول معادل. افت اصطکاک کل برابر 100/12 ضربدر 77 و برابر 9.24psi است. افت فشار در 25 فوت لوله 8/7 اینچ برابر است با:
(12/100)*25=3psi
افت فشار اضافی برای این خط
9.24psi-3psi=6.24psi
افت ظرفیت (شکل 10) برابر:
%1*6.25*60000=3744 Btu
یا تقریبا %6.24 است.
این انتخابی ضعیف است زیرا:
- سرعت بالا ممکن است باعث صدای زیاد گردد.
- افت ظرفیت زیاد نیز مورد قبول نمی باشد.
مثال 8:
دستورالعمل سایز زنی خط ساکشن
اطلاعات داده شده: یک یونیت کندانسینگ 4.5ton با اواپراتور پائین تر از کندانسور با 112ft لوله و 4 زانو وجود دارد. لوله کشی شامل 20فوت حرکت عمودی و 92ft حرکت افقی است.
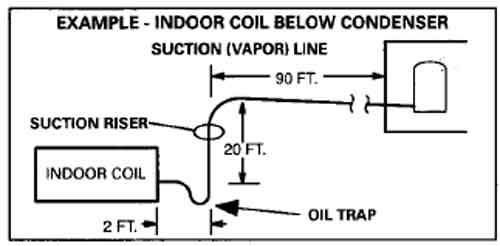
شکل 12. کویل اواپراتور در زیر کندانسور
پیدا کنید: سایز لوله را از شکل 8
راه حل: لوله 1-1/8 با افت فشار 6psi در هر 100 فوت و 2900fpm سرعت انتخاب شده و حال افت فشار ناشی از اصطکاک را محاسبه کنید که آیا این انتخاب خوب است.
از جدول 4، 4 زانو هر کدام برابر 1.8ft طول معادل است= 7.2ft.
زمانی که به 112 فوت لوله اضافه می شود، طول معادل 119.2ft بدست می آید (120ft رند شده).
زمانی که 6/100 را در 120 ضرب کنیم، مجموع افت اصطکاک 7.2psi بدست می آید.
از شکل 8 برای محاسبه افت فشار در 25 فوت از لوله 1-1/8 اینچ استفاده می کنیم. زمانی که 6/100 را در 25ft ضرب کنیم، افت اصطکاک 1.5psi بدست می آید.
افت ظرفیت در مجموع طول معادل خط مبرد (با استفاده از شکل 8 و 10) = %1*(7.2-1.5)*90000
افت 0.01*(5.7)-90000=Btuh
افت 5130=Btuh
افت ظرفیت برای خط انتخاب شده تقریبا %5.7 است.
محاسبات نشان می دهد ظرفیت و راندمان افت زیادی دارد.
مثال 9:
پیشنهاد سایز لوله
یک مثال مشابه (7.5ton) با سایز لوله 1-3/8 اینچ انتخاب می کنیم که 2psi در هر 100ft با سرعت 1760fpm دارد. حال افت فشار به دلیل اصطکاک را برای انتخاب بهتر بدست آورید.
از شکل 5: 4 زانو معادل 906ft=2.4ft طول معادل است. زمانی که 112 را به زانوها اضافه کنیم، طول معادل رند شده 122ft بدست می آید.
زمانی که 100/2 را در 122 ضرب کنیم، افت اصطکاک کل 2.4psi بدست می آید.
از شکل 8 استفاده می کنیم تا افت فشار 25ft لوله 1-3/8 بدست آید. زمانی که 100/2 را در 25 ضرب کنیم، افت فشار 0.5 psi بدست می آید.
افت ظرفیت در طول معادل (با استفاده از شکل 8 و 10)%1*(2.4-0.5)*90000=
افت Btuh = 0.01*(1.9)*90000
افت Btuh = 1710
افت ظرفیت برای خط انتخاب شده تقریبا %1.9 است.
شرایط این مثال نشان می دهد که سایز 1-3/8 با داشتن سرعت مناسب برای برگشت روغن دارای راندمان بهتری است.
برای اطلاعات بیشتر درباره لوله کشی مبرد با کارشناسان مهراسپند در تماس باشید.
سلام خسته نباشید مهندس جان شکل ها و نمودارها بتر گذاری نشده خوب ونمیاره
سلام و سپاپ. بله سایت در حال به روز رسانی بود الان میتونید مقاله رو کامل ببینید.